OEM 2/3/4 канавки сферические концевые фрезы с прямым хвостовиком



4-х перые сферические концевые фрезы с прямым хвостовиком
1. Центральная конструкция шаровой кромки, сочетающая в себе высокую прочность и острую кромку, позволяет правильно справляться со стружкой, образующейся во время резки.
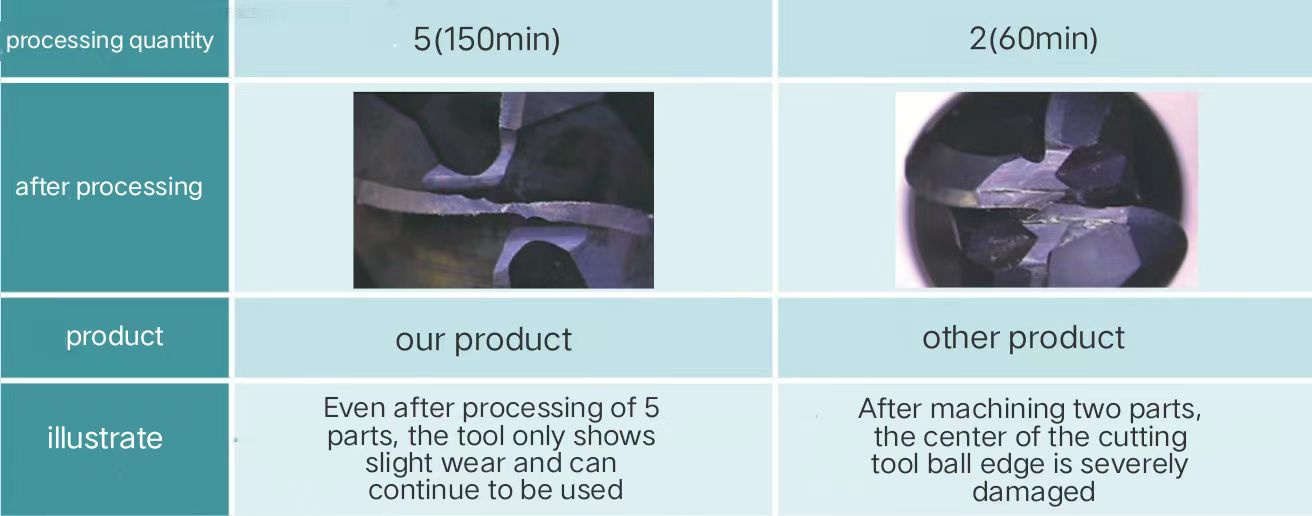
2. Ситуация применения высокопроизводительной четырехкромочной фрезы со сферическим концом при фрезеровании Cr12 (36HRC)
Приложение
Шаровые концевые фрезы с 2/4 режущей кромкой и прямым хвостовиком подходят для профильной обработки, обработки полостей и сферической обработки.2 канавки подходят для профильного фрезерования и высокоскоростной обработки с широким спектром применений.Он очень подходит для обработки углеродистой стали, легированной стали, предварительно закаленной стали, закаленной стали (55HRC ~ 68HRC), чугуна и ковкого чугуна, а также нержавеющей стали, титановых и жаропрочных сплавов.Что касается 4-х канавок, они могут достигать более высокой скорости подачи, тем самым обеспечивая более высокую эффективность резания.Он очень подходит для обработки углеродистой стали, легированной стали, предварительно закаленной стали, закаленной стали (55HRC ~ 68HRC), чугуна и ковкого чугуна, а также нержавеющей стали, титановых и жаропрочных сплавов.
Технические характеристики
На выбор предлагается более 20 моделей 2-зубых фрез, а 4-зубых фрез — более десяти спецификаций.Их сырьем являются покрытия UK20 и TAN.
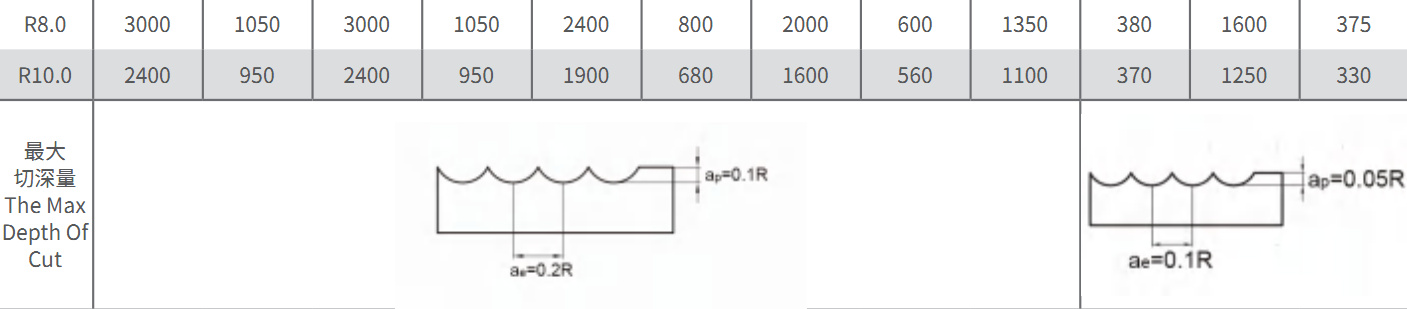
Параметры резки QCM2F/QCM4F
Параметры резки QCM2F

1. Используйте высокоточные станки и ручки инструментов.
2. Используйте воздушное охлаждение или смазочно-охлаждающую жидкость, не склонную к образованию дыма.
3. Если жесткость установки заготовки станка недостаточна, могут возникнуть вибрация и ненормальный звук.В это время скорость и скорость подачи, указанные в приведенной выше таблице, должны снижаться из года в год.
4. Длина подвески фрезы должна быть как можно короче.
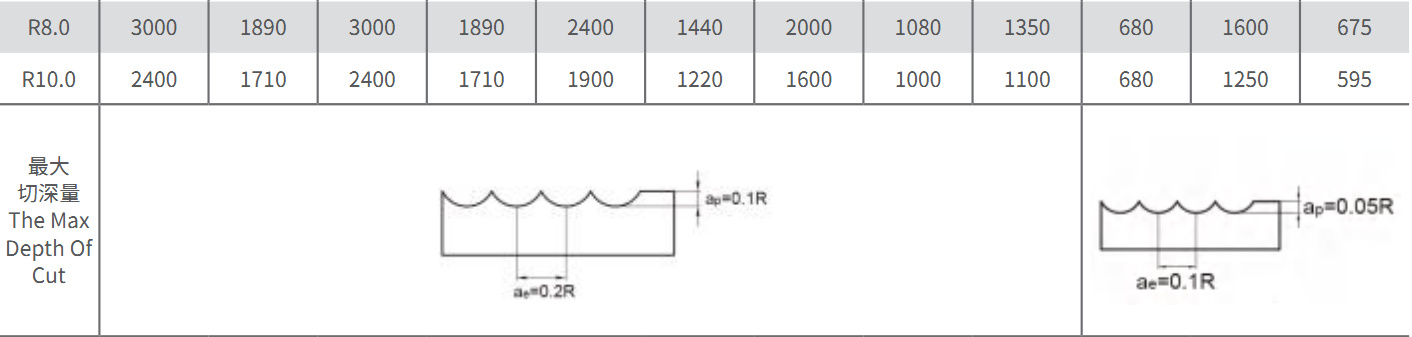
Параметры резки QCM4F

1. Используйте высокоточные станки и ручки инструментов.
2. Используйте воздушное охлаждение или смазочно-охлаждающую жидкость, не склонную к образованию дыма.
3. Если жесткость установки заготовки станка недостаточна, могут возникнуть вибрация и ненормальный звук.В это время скорость и скорость подачи, указанные в приведенной выше таблице, должны снижаться из года в год.
4. Длина подвески фрезы должна быть как можно короче.

